2.2.1.9 Key Substrate Considerations
When selecting a material for a given application, it is critical to consider all aspects of operation and be cognisant of the potential impact of all foreseen conditions acting at their peak simultaneously. Not only will the substrate need to resist environmental factors and operational loading and forces, but it will also need to meet the production and processing requirements defined during the design and prototyping phases. The following are some of the core considerations for selecting a material:
- Different substrates are being joined
- The force distribution over the assembly (i.e. spot welding)
- Differential thermal expansion coefficients
- The chemical resistance of substrates
- The temperature resistance of the substrates/joints
- Preventing substrate or component damage (altering the characteristics of the substrate)
2.2.2 Choice of Assembly Type
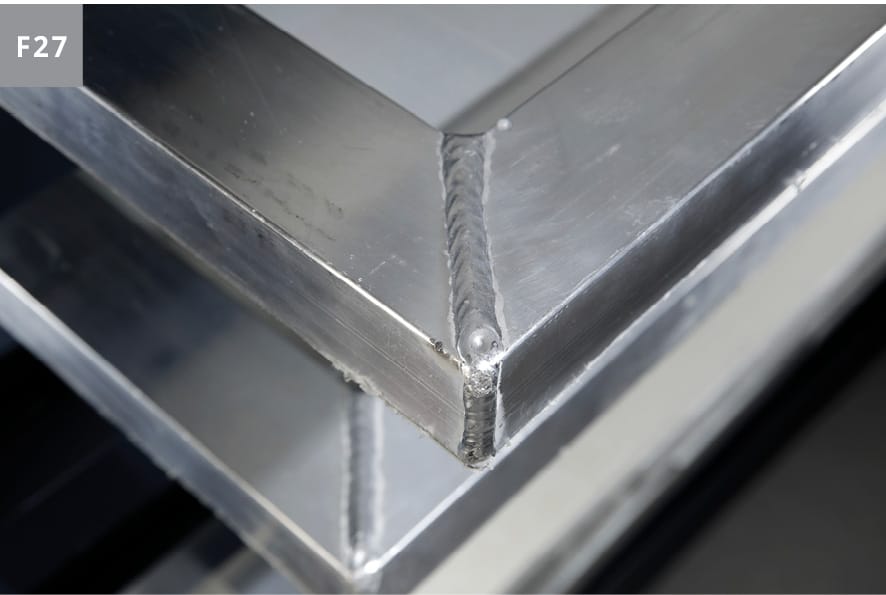
Various joining techniques are used to assemble materials in a wide range of ways. As some of these methods join components permanently and others create temporary joints, joining is divided into two groups: permanent and temporary. Permanent (non-demountable) joints are separated only by destroying either the joined substrates or the connecting element. As the name suggests, these joints are permanent and usually offer noise, vibration and harshness (NVH) improvements and leak-proof joining. Since permanent joints are not disassembled easily, inspection, repair and replacement are complex and costly. Often non-destructive testing is carried out on permanent joints for inspection of assembly. Permanent joints are suitable for applications in which disassembly is usually not required during service life. Welding is a prime example in this category. Riveted joints, soldering, brazing and adhesive bonds are also permanent joints. However, riveted joints and spot welding can only provide an NVH-optimised and leak-proof joint in conjunction with an adhesive. Figures 27 and 28 show two types of permanent joints.

Temporary (de-mountable) joints can be detached without destroying the joined parts or the connecting element. Easy disassembly makes inspection and maintenance very easy, fast and cost-efficient. However, temporary joints may not be as strong as a permanent joint. Temporary joints are suitable where frequent separation of assembled components is required. Destructive (mechanical) testing is not needed for the inspection of joints. Temporary connections (see Figures 29 and 30) include mechanical fasteners (screws, bolts), press-fits, keys and pins. Adhesive bonding can also be considered a temporary joining method in some cases. Adhesives can be used in conjunction with mechanical fasteners to make a temporary connection more durable; the adhesive can seal the joint and improve the physical and mechanical properties of the assembly. Figures 29 and 30 demonstrate the application of adhesives for threadlocking of bolted fasteners instead of nuts with nylon inserts, for example, and a press-fit of cylindrical assemblies. Adhesive bonding can distribute stress within a joint more evenly than other standard joining methods.


In addition, permanent adhesive joints can become semi-permanent, i.e. the connection will be non-demountable until one of the following specific conditions is met:
Temperature influence. The joint disassembly temperature must be significantly higher or lower than the recommended operating temperature specified for the adhesive. For example, LCD glass replacement for mobile devices is usually completed at low temperatures using a freezing machine. The phone can be disassembled by freezing and breaking the adhesive material between joined parts while in a frozen state. When the temperature changes, a phase transition occurs in the adhesive and its structure changes. Thermal stresses occur within the joint due to different thermal coefficients of linear expansion for both the bonded materials and the adhesive.
Chemical influence. Upon exposure to harsh chemicals, particularly strong acids, strong bases and harsh solvents, the adhesive layer may be sufficiently degraded that an assembly may become demountable.
Mechanical influence. The application of various loads without damaging the base material (substrate) can make an adhesive joint fail. An important part of mechanical influence is the load application speed influence, which reflects the failure mode of an adhesive joint in the test duration (lifetime of the part), the separation rate of the substrates (speed of movement) and the direction of loading (i.e. stress). When a force acts quickly (see Figure 31), elastomeric adhesive joints can break down and display adhesion failure. This happens because when a separation force is applied at a high speed over a short period, an elastomer works as an elastic body, and the weakest connections are adhesive bonds. At the same time, with slow movement (see Figure 32) or constant stress, such adhesives tend to creep due to the increased deformability of elastomers compared to more rigid adhesives. Under these conditions, the internal strength of the polymer (cohesive strength) can be lower than the adhesion strength to the substrates. Therefore, failure will occur within the adhesive bulk and a cohesive failure mode is observed. Rigid adhesives perform differently under conditions where a load is applied over a period of time. Instead of the stress concentrations being present within the adhesive bulk, such as elastomeric adhesives, they are localised at the edges of the bond area and throughout the peripheral fillets. Rigid adhesives and joining methods are known to display increased tensile strength with higher load speeds. However, the suitability of an adhesive or joining method must consider the potential movement between the joined substrates and not just the speed at which the given load is applied. Under high-movement conditions (relative movement of joined parts, not dynamic loading or vibration experienced during operation), a flexible joining method can offer a more robust and durable joint assembly than one that utilises a rigid solution.


In most cases, elastic adhesives are cut to disassemble a joint using tools such as a string or a knife. Such adhesive cutting technology is used to remove an old windscreen in a car.
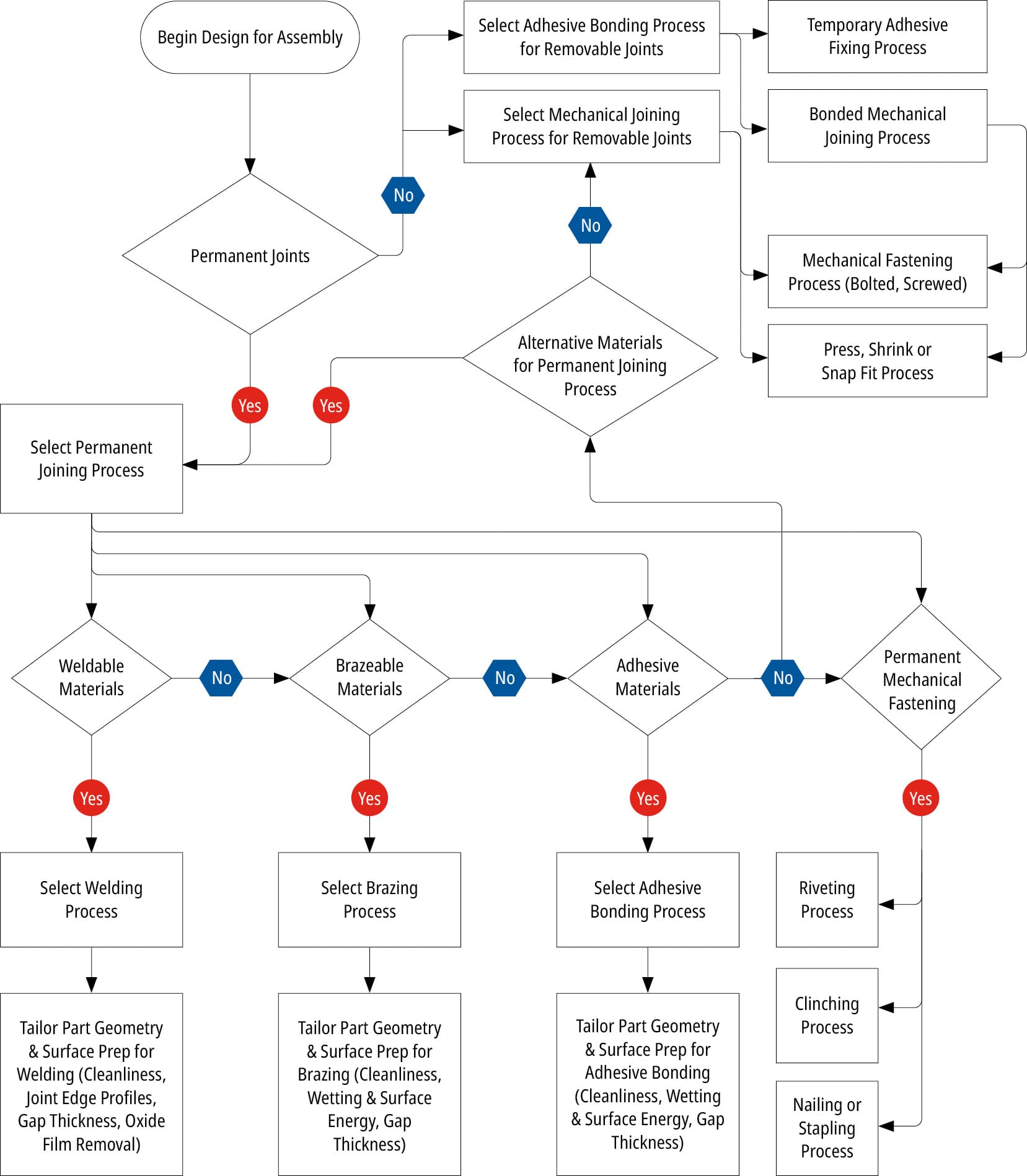
Before starting the design of a component or assembly, it is necessary to determine if the connection is required to be permanent or temporary. The flowchart in Figure 33 describes the decision-making process in detail. It is important to remember that many joining methods can be temporary and allow for separation or removal and that removability is not an exclusive property of mechanical fasteners. An adhesive-bonded joint can be transformed from permanent to semipermanent, as described above. However, it is also necessary to take into account the requirements for the strength of the joint. Welded joints are very strong, but it is impossible to weld dissimilar materials, and the microstructure and properties of the base material change under the influence of the generated heat. The resulting microstructure affects both the strength of the welded joint and the strength of the material. The use of an adhesive with an appropriate joint design can help to ensure that the finished assembly meets the defined strength requirements.
GET FREE ACCESS
TO THE DIGITAL MANUAL
Advance Your Technical Proficiency - Dive into Expert Knowledge
in Industrial Bonding.

Already have an account? Sign in here.
